发布:2021-09-29 浏览:2087
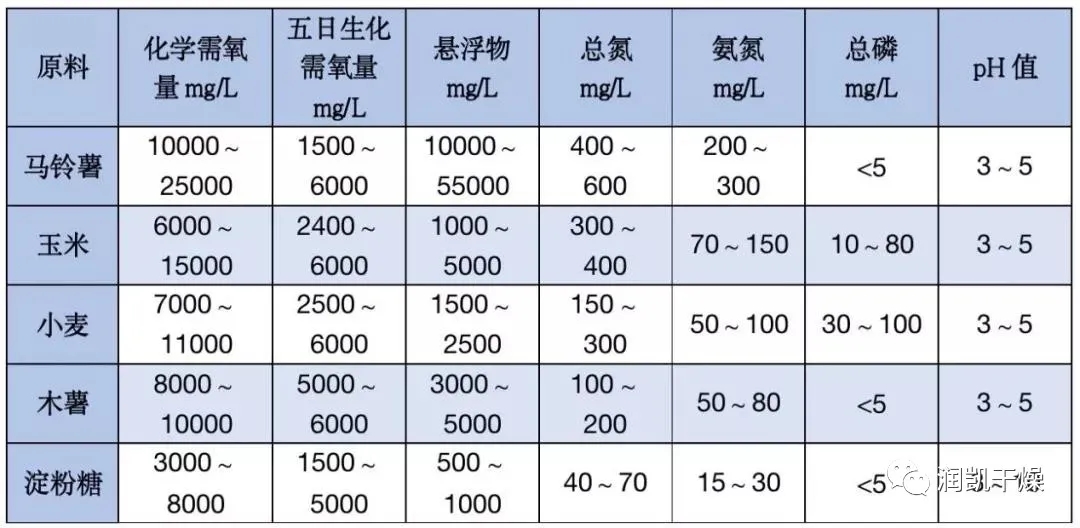
淀粉废水
有机物含量高,COD浓度一般8000mg/L以上;
含较高的氮、磷营养物;
BOD与COD比值较高,可生化性好,较宜于生物处理;
其废水呈酸性。
就淀粉废水特点
探究适应更广、控制简便的
新型处理处理技术和方法
果汁废水
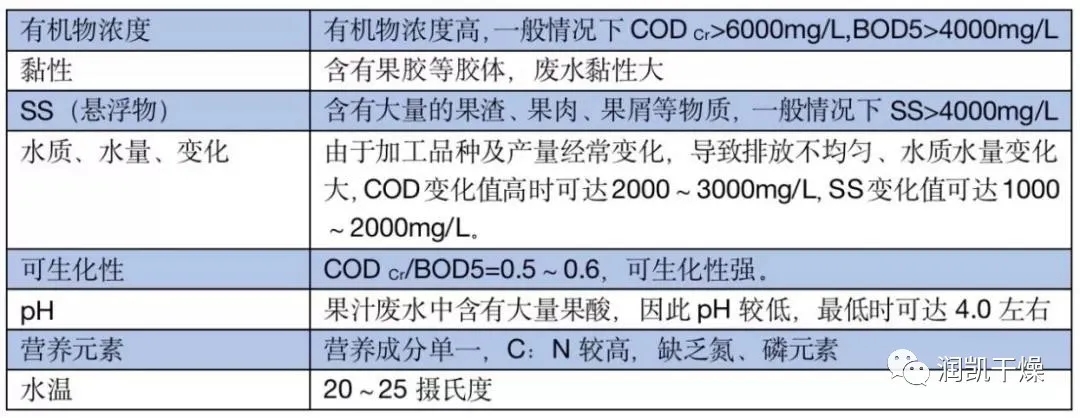
果汁废水具有不同的特点
即使在同一阶段,水质也因产品不同而差异较大
医院污水
酸性污水。采取中和法处理,中和剂可选用氢氧化钠、石灰等,中和至pH7~8。
含氰污水。采用碱式氯化法处理。
含汞污水。含汞污水宜采用硫化钠沉淀+活性炭吸附法。经活性炭吸附后,出水汞浓度符合相关排放标准后方可进入医院污水处理系统。
含铬污水。采用化学还原沉淀法处理。
放射性污水。同位素治疗排放的放射性污水应单独收集,可直接排入衰变池,特别注意的是衰变池应防渗防腐。
致病微生物和粪大肠菌群
乳品废水
有机物浓度高,pH值波动大;
可生化性好;
含有大量的SS和油类物质;
有机氮含量高。
工程案例



